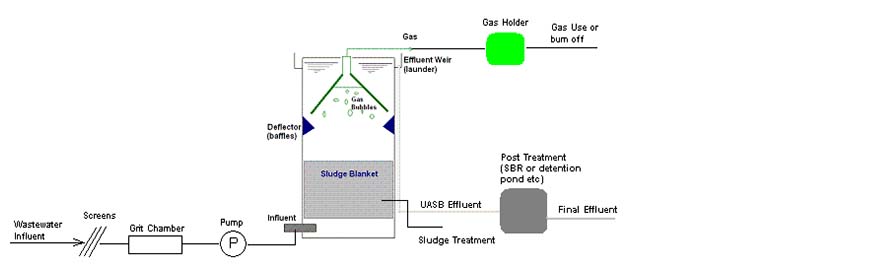
Upflow Anaerobic Sludge Blanket Process (UASB)
The anaerobic reactor is a "Upflow Anaerobic Sludge Blanket Reactor" (UASB). This reactor type is very well suited for wastewater. The wastewater enters the reactor through a well designed distribution system and is distributed equally over the bottom of the reactor. This favours the formation of granules and well settling flocs. Subsequently, the wastewater rises in an up flow mode through an expanded bed of anaerobic active methanogenic sludge and leaves the reactor at the top through a gas/collection device that separates the mixed liquor into clarified wastewater, gas and sludge. This "three phase separator" (on top of this reactor) is of the cross flow type and is also equiped with parallel plates. Both these characteristics result in a significant improvement of the sludge separation efficiency. In this way, much more sludge is kept into the reactor, which enhances the overall efficiency and stability of the system. Anaerobic excess sludge can be withdrawn from the bottom of the UASB-reactor. The UASB effluent flows by gravity into an effluent holding tank. In this tank a part of the treated water is recycled by the pump to the inlet of the reactor. The excess amount, which is the final anaerobic effluent, flows by gravity to the Chlorine contact tank. Now the treated effluent is pumped to feed Dual Media Filtration Unit & Activated Carbon Filtration Unit for further tertiary treatment.
ADVANTAGES OF THE UASB PROCESS:
• Low investment cost.
• Low land Requirements.
• Low energy costs, just transport of the influent to the plant.
• Production of valuable by product: - Biogas.
• Very high loading rate can be applied, including for low strength domestic wastewater.
• Short retention time.
• Preservation of anaerobic sludge in the reactor for many months without loosing much of its activity is possible.
• No need of support medium as required in other high rate anaerobic process.
• Low production of stabilized excess sludge, which can be easily dewatered.
• Acceptable effluent quality with high COD removal efficiency (65 to 90%).
• Simple reactor construction.
• Nutrient requirement is low.
• Process is totally enclosed and all the exhaust gas is burned in either gas utility or an automatically controlled flare stack, hence the system is completely environment friendly.
• Very low sludge production.
• Automatic biological overload control facility.